
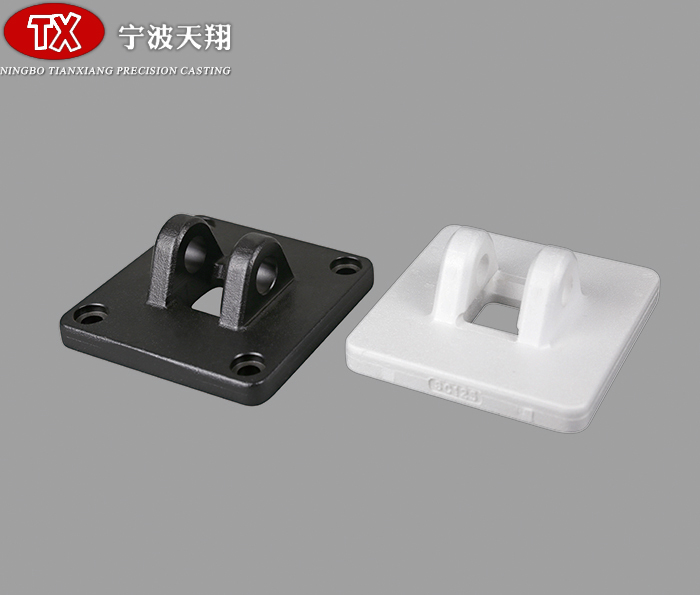
气缸附件QGFJ-31
商品详情
性能特点
技术参数
材质是QT450
精密铸件供应商蜡浇道料管加工工艺实际操作准则
加工工艺规定
室内温度22℃±2℃
压射蜡溫度70-75℃
压射工作压力0.2-0.4Mpa固化時间视浇道类型而定
操作流程
总体浇道抑制
精密铸件厂家查验料管压蜡机标准气压、保温桶溫度、实际操作按键等是不是一切正常,依照技术性要求调节设备压射工作压力等主要参数。
将浇道(料管)磨具放到设备台表面,查验设备射蜡嘴是不是与磨具注蜡口高度一致,磨具开闭是不是圆满,
开启磨具,喷上甚少一层临床诊断剂,放置螺丝帽、合上磨具,指向射蜡嘴。
两手按压工作中按键,抑制浇道(料管)蜡模。
抑制结束,抽出来芯轴,开启磨具,当心取下浇道(料管)蜡模,放进冷却循环水中。留意有缺陷的应报费。
消除磨具上残余的蜡料。
喷临床诊断剂,放螺丝帽,合型,开展下一次抑制,为此往复式循环系统生产制造。
蜡浇道在制冷没中制冷3-5min后取下,用空气压缩吹净水滴,放到特定部位。
每个班下班了或磨具应用结束,应将机器设备及磨具清除整洁。
上一篇:气缸附件QGFJ-30
下一篇:气缸附件QGFJ-32